钢厂板坯库/加热炉区自动化控制系统
钢厂板坯库/加热炉区自动化控制系统由基础自动化控制系统、过程与管理控制系统组成。通过将两种现场总线技术ProfiBus和ControlNet相结合,从而实现L1级网络中仪表、电气控制系统的通信;同时通过采用以太网技术实现基础自动化系统和过程与管理控制系统之间的通信。
基础自动化控制系统
基础自动化控制系统包括加热炉电气PLC控制系统和加热炉仪表DCS控制系统。采用美国RockWell Automation 公司开发的Processlogix混合型控制器用于加热炉仪表控制系统(每座加热炉采用一套);采用该公司开发的Controllogix控制器用于加热炉电气传动的控制(每座加热炉采用一套)。仪表、电气控制系统通过双重化的ControlNet与操作站的服务器连接,从而构成仪电一体化控制系统。
在系统配置上采用了两台互为冗余的ProcessLogix服务器:SERVER A和SERVER B。
仪表DCS控制系统的配置
仪表DCS硬件系统采用ProcessLogix系列。根据工艺要求及现场设备布置特点,每个加热炉各设1个DCS控制站,通过ControlNet接本地I/O控制机架,分别用于加热炉6段燃烧控制、炉压控制、两套助燃风机、一套稀释风机、烟道、换热器和冷却水的过程检测和控制。
电气PLC控制系统配置
电气PLC硬件系统采用ControlLogix系列。根据工艺要求及现场设备布置特点,设5个PLC控制站,分别完成板坯库、1号加热炉、2号加热炉、1号加热炉液压站、2号加热炉液压站的电气控制功能。
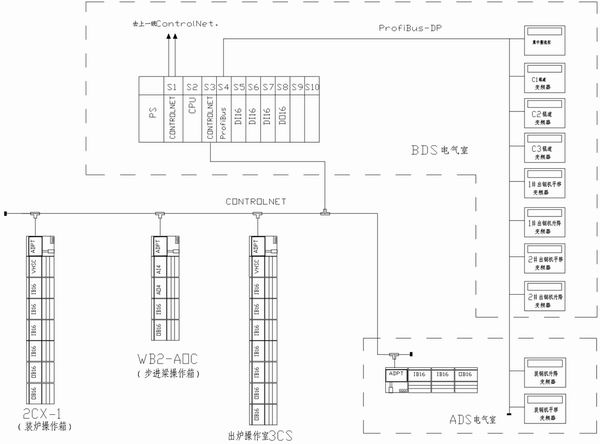
图1 2号加热炉电气PLC控制系统配置
图1为其中2号加热炉PLC的配置情况。PLC控制器分别控制该加热炉的装钢机、步进梁、出钢机、液压站和其它公辅设施,并通过ControlNet总线连接远程I/O站,实现对现场信号的采集及信号输出。同时通过两条冗余的ControlNet总线与仪表DCS系统通信,通过ProfiBus DP与ABB公司的ASC600型变频装置通信,实现对装钢机/出钢机、加热炉前后辊道的控制。
过程与管理控制系统
L2级一方面要完成实时性较强的过程控制功能,如钢坯跟踪、装出钢设定等,另一方面要完成实时性要求低的轧制计划编制和板坯库数据管理功能,因此,根据工艺特点和控制功能分散从而降低危险性的要求,过程与管理控制系统由加热炉过程控制机和板坯库控制机组成,各计算机之间通过以太网通信。
加热炉计算机通过访问两台冗余服务器SERVERA,SERVERB,实现与基础自动化系统的数据交换,板坯库计算机则不通过服务器,而是通过以太网直接与板坯库PLC通信。因为板坯库计算机负责向库内吊车发出操作指令,这些吊车和由L1级PLC控制的辊道之间有十分密切的信号联锁,如果通过中间L1级网络,往往因通信丢失或延迟,使联锁失败,造成难以想象的后果。
通信的一些特点
本自动化系统由L1,L2两级构成,包含三种通信网络。操作站采用服务器/客户端结构,服务器和客户端之间采用TCP/IP协议的以太网连接。出炉操作室(3CS)设两套HMI(1、2号操作站),对加热炉的仪表-电气进行集中监控和操作(每台操作站均可对仪表、电气进行操作);加热炉基础自动化控制系统的四台HMI操作站和两台冗余配置的ProcessLogix服务器,以及二级计算机均建立在同一个工业以太网上,共同构成三电自动化控制系统。基础自动化控制系统通过工业以太网与二级计算机进行通讯。
以太网通信
目前,解决以太网实时性问题的一种方法是采用以太网和UDP/IP协议相结合的技术。本系统采用通用的以太网技术与TCP/IP协议相结合,实现L2级内部以及L2与L1之间的通信。L2级内部通过5类双绞线实现连接;L2交换机与距离较远、且须穿越电缆沟道的L1设备之间,通过光缆进行连接。
ControlNet 通信
ControlNet是一种高速确定性网络,用于对时间有苛刻要求的应用场合的信息传输。同时,它允许传送对时间无苛刻要求的报文数据,但不会对有时间苛刻要求的数据传送造成冲击。它支持混合系统结构(主/从、多主和对等设备的任意混合)。
本系统采用ControlNet总线主要基于以下三个理由:
(1)作为L1级控制器之间信息交换的通道,方便仪控DCS与电控PLC之间的通信。
传统意义上的DCS系统,如HONEYWELL公司的DCS要实现与PLC之间的通信是极为困难的。但在本系统中,由于ControlNet的使用,ProcessLogix控制器与ControlLogix控制器之间的通信只须简单组态即可完成。
(2)实现数据的实时传输。对承担信号采集任务的远程I/O站及控制器之间需要进行实时交换的信息,通过通信组态软件设定为定周期读写方式,使这些信号传输不会延迟。
(3)调试与维护方便。在任何一个ControlNet通信模块上,都可以实现程序的上装和下载。这意味着,将笔记本电脑接到主站或现场远程I/O站的通信模块上都可以进行调试或维护。对于像加热炉炉底、液压站等通话效果较差的场合,提供此种手段,是非常必要的。
虽然ControlNet具有以上的优点,并且传输率最快可达5Mbps、支持周期与非周期扫描方式。但是,ControlNet总线通常用于控制器与远程I/O之间的通信或控制器之间的通信,而不用于控制器与传动装置之间的通信。因此,在控制器与传动装置之间的通信必须考虑用另一种现场总线实现。
ProfiBus DP通信
ProfiBus DP用于设备级的高速数据传送,中央控制器通过高速串行线同分散的现场设备(如I/O、驱动器、阀门等)进行通信,通信速率为9.6kbps ~ 12Mbps,传输介质采用RS-485双绞线、电缆或光缆,支持单主或多主系统,总线上最多站点数为126个。
本系统中ProfiBus DP总线完成PLC与变频装置的通信,并采用主从方式通信:在PLC主机架配置型号为PFB-SST-CLX的ProfiBus通信模块(SST公司生产),作为ProfiBus DP主站,以轮询方式对下属各从站(变频装置)进行定周期扫描和读写。该模块同时通过ControlNet背板总线实现与ControlLogix的通信。这样,ControlLogix在一个扫描周期只须对PFB-SST-CLX模块进行一次读写,就可将下达给变频器的指令传送到PFB-SST-CLX模块对应的数据区,并将各变频器返回的状态信号从对应的数据区取出,从而实现对下属每个变频装置的监控。
事实上,对本系统而言,PLC制造商RockWell公司推荐的传动系统接入方案是采用DeviceNet总线。最终我们决定采用ProfiBus总线实现PLC与变频装置的通信,是基于以下三点因素:
(1)速度方面的考虑。虽然通信速度快慢与使用介质的长度、类型和站点数量及数据传送量等因素有关。但我们注意到:DeviceNet的数据传输率最快为1.5Mbps,ProfiBus的数据传输率最快可达12Mbps。
(2)调试和维护方面的考虑。SIEMENS自动化设备级通信解决方案—ProfiBus总线,已被广泛采用。企业的管理人员和技术人员对该总线的调试以及维护有一定了解,故倾向于采用ProfiBus现场总线的方案。
(3)系统可扩展方面的考虑。在电气传动领域,不管是直流还是交流的传动装置,大多支持ProfiBus通信,而DeviceNet在该领域的支持率相对较低。为以后系统升级或扩容的方便起见,我们采用ProfiBus。
当然,如果采用DeviceNet,就不必在ControlLogix机架上插入第三方生产的模块。最初调试阶段的难度和工作量会大为减小,特别是可以避免写一些语句不多但极难理解的通信程序。但是,这些细小的损失和ProfiBus的其它好处相比是微不足道的。
结语
根据以上系统方案,通过硬件设计、软件编程、施工、调试及试运行后,该厂首期建设的2号加热炉已投入生产,效果良好。二期1号加热炉正在建设之中。■
参考文献
1 冯大为,阳宗惠.从信息集成看现场总线的发展.冶金自动化.2002,6
2 周晓兵,费敏锐.以太网在工业自动化领域中的应用现状和发展前景.自动化仪表.2001,22(10)
3 邱公伟.可编程控制器网络通信及应用.清华大学出版社.2000
4 [美]Gilbert Held著,戴志涛,郑岩译.以太网(第三版).人民邮电出版社.1999
后勤工程学院自动化系 王朝霞标签:
来源:电子设计应用 作者:王朝霞,苟国忠,何茂松 时间:2004/6/11 0:00:00
