随着工艺条件的复杂性和工艺窗口的不稳定性在逐渐增加,设备制造商和终端用户不得不勉强接受这样一个现实:尽管将测量设备集成在一起会增加成本,并带来令人头疼的新问题,但是至少对于某些工艺来说,这样的努力还是值得的。
集成计量测量技术(Integrated Methology, IM)是指将量测系统和工艺设备相结合在一起的技术,在工艺加工过程中进行原位或在线量测,以获得数据和结论的方法。与传统的离线测量方法完全不同,用IM技术测量时不必将正在加工的晶片从工艺设备中取出来。而传统方法则要先取出晶片,然后拿到其他单独的测量设备上进行测量。IM技术要将很多系统和子系统集成在一起,包括传动系统、各种设备和机器人系统。IM的最终目标是使器件制备过程实现更加先进的工艺控制。
MKS Instruments行销副总Paul Blackborrow指出:“IM的技术工作越来越复杂,因此你必须要和传感器供应商密切合作。他们对工艺过程中的化学反应非常了解。他们能满足各种特殊的应用需求。”
Applied Materials硅蚀刻部总经理Dragan Podlesnik认为工艺控制的下一个技术革新就是IM。“通过离线量测,有些公司已经实现了批与批之间(Lot-to-Lot)的工艺控制。然而,随着工艺尺寸的进一步缩小,减小批内片与片之间的工艺误差,实现更精确的控制将是必不可少的。实际上,只有采用IM技术才能提供技术通融性和实现大批量生产时晶片之间的工艺控制。”
正如Therma-Wave公司的产品总监Gloria Johnson所说, CMP是IM技术成功的第一个例子。“有些工艺很难控制。比如CMP,垫层(Pad)和抛光液(Slurry)的条件都会有一些细小的改变,因此这是一个动态过程,每片晶片的工艺处理都是不一样的。我们在过去三年的显影和蚀刻经验告诉我们,在有些工艺过程中你根本就不可能对每片晶片进行检查,因为这些工艺过程都是在不断地变化的。”

Applied Materials的Transforma patterning 系统整合了Nanometrics公司的光学CD量测(OCD)设备,有效地减小了晶体管栅极CD的变动范围. (资料来源:Applied Materials/Nanometrics)
工艺条件窗口的监测
Advanced Energy Industries 公司的控制系统和仪器部市场总监John Field认为IM技术非常重要。“我们正在研究一个解决方案,希望能通过软硬件的结合,利用传感器对工艺参数进行原位测量。IM的主要问题是如何快速获取数据、提供工艺反馈并采取相应的调整措施。
器件制造商每天要面对大量的数据。“作为一个系统制造公司,我们拥有影响工艺的大量关键数据,我们必须对工艺条件进行维护。而OEM和其他制造商面临的工艺条件范围正在不断地缩小。因此开发工艺条件辅助管理系统是非常必要的。”
对工艺条件进行实时监测是很重要的。Field解释说:“我们通过一整套系统的方法(包括硬件和软件)来解决问题。我们正在研究如何为CVD设备清洗提供准确的清洗终点时间。当你对晶片进行CVD加工时,相应的介电质也会沉积在反应室的腔面上。最终,我们需要清洗这些反应腔。通常,清洗时间是根据沉积过的晶片总数来确定的。为此,我们必须预留相当大的安全空间。这样会消耗更多很昂贵的NF3气体,反应室的零部件也会逐渐损坏。所以还需要对部件进行周期性的更换,并重新进行质量认证。这些都会对质量产生影响并浪费大量的时间。”
我们曾经尝试过用光学系统来解决问题,比如用单色光扫描仪对等离子体发射出来的光进行监测,以确定清洗终点。但是,清洗反应室也会蚀刻监测窗口,因此这种方法不太可靠。为此,Advanced Energy公司发明了一种适用于在线实时监测用的rf传感器。“收集到的信号被传送到应用软件上,该软件会根据不同的工艺条件采用不同的运算法则进行计算,最终确定清洗终点。因为传感器检测到的过程不会受其他因素的干扰,所以rf清洗终点是可靠的。
返回到光学测量系统
Applied公司的Podlesnik介绍说:“我们有一套蚀刻用系统的产品安装了OCD IM系统。我们的CD测量方法经历了从光学系统到CD-SEM,然后又回归到光学系统的过程。事实上,IM无所不在。我们已经在薄膜沉积系统、蚀刻系统和CMP系统等设备上安装了IM系统。”为此,首先必须对进来的材料在未加工之前进行测量,然后根据测量结果调整反应室或系统的参数(图1)。“我们的方法是利用在线测量。这意味着我们可以利用晶片参数的测量结果来调整蚀刻条件。这项技术在生产中得到了应用且已证明可以大大减小加工对象本身所带来的变动和误差(>50%)。
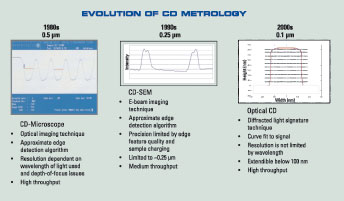
图1. 为了满足工艺控制的要求,CD测量经历了从光学系统到CD-SEM,然后又回归到光学系统的过程。(资料来源:Applied Materials)
Applied公司希望能够提供工艺处理后的在线测量。“我们发现这种方法能带来很大好处。目前的蚀刻和薄膜沉积工艺都是先把晶片取出,然后进行清洗和测量,最后通过测量数据判断你是否很好地完成了该工艺。假如能将这些过程都整合到一个系统里去完成,那将是非常有利的。这套系统不仅能对进来和出去的每片晶片进行在线测量,而且因为系统能够共享数据,所以用户可以很快地知道晶片加工是否达到了规定的要求。此外,系统还能够实现回路反馈控制。因此,有可能实现世界范围内不同的制造设备、不同设备之间的互相匹配。”
缩短生产周期
采用IM技术的另一个考虑因素是要缩短生产周期。在生产高端芯片时,通常是在一批片子取其中的一片投入到生产周期中去,让这一片子走完一遍完整的工艺过程的各个步骤;然后测量这一片子的各项参数,根据测量数据决定是否要把整批片子都投入工艺流程中去。这整个过程需要4到24个小时。
“而在设有IM技术的系统中,所有这些都是在一个操作平台上完成的,无需将晶片取出来进行计量检测,因此可以大大缩减生产周期。”Podlesnik介绍说,“每一片晶片都将象首投的片子那样通过生产线的各个工艺步骤。晶片被装载后,系统可以对装入的片子完成加工前测量、进行工艺加工和加工后测量等一系列操作。任何一项操作(如暂停时间、湿法清洗等)后,都要进行测量。每一台测量设备都必须是检测合格的。由于能在同一平台上完成蚀刻前后的测量,采集蚀刻速率、均匀性和其他一些数据,因此能大大缩减工艺周期
FEI公司半导体和微电子产品部副总Anantha Sethuraman的观点是:“为了提高产量和缩短停顿时间,将检查、测量设备与工艺设备集成在一起的呼声很高。特别是对300mm的设备,这些设备的时间就显得更加宝贵。目前,已经有了一些先进的薄膜+测量的集成设备和集成的CD测量设备。由于擦拭一片300mm晶片的成本很高,它相当于擦拭一片200mm晶片的时间的2.5倍以上甚至更多,因此在这些问题出来之前做好经费方面的某些补偿,这些补偿费用可以用来增加工艺检测、监控和控制方面的能力。”
关于新设备的一些问题
Inspex 公司的工程部副总Joe Danko认为对已涂布有光刻胶、正在进行光刻和显影但尚未蚀刻的晶片进行检查是非常重要的。“用户担心IM需要新的光刻显影用的传输导轨设备,因为原有的操作平台不是为显影后的宏观检查设计的。”用户担心的另一个问题是,某些系统每小时能处理120到140片晶片,而光刻 显影设备的传输导轨的传输量仅为生产传输导轨输出量的一半。因此, IM的检测设备不能简单安装到已有的操作平台上,传输导轨和测试平台两者应该一起考虑,通盘设计。”
Inspex的目标是针对90nm工艺水平。“在设计规则为0.1um的晶片上,有些缺陷非常小,很难用原位或集成计量系统找到它。这些缺陷的检测需要非常精确的定位。相反,单独的检查系统因为受益于花岗岩平台和其他因素,所以可以准确地找到缺陷。例如,芯片对芯片(Die-to-Die)的比较和延时集成都必须依靠X-Y的准确度和可重复性。这需要一个稳定、独立的机械振动隔离环境。遇到微小缺陷检查这样的问题时,独立检测设备永远是最好的。在线宏观检测(>1μm)比较容易实现,微观检测(<1μm)则不同了。”
IM时代到了吗?还没有。
KLA-Tencor公司事业发展部副总Tom Long认为,集成计量系统的市场还不成熟,技术还在质量认证中。“IM还不能被广泛应用的一个主要原因是许多传感器缺乏现有独立测量设备的优良性能。IM必须能够提供与独立测量设备同样或更好的工艺控制能力,并能跨越两个工艺技术水平供良好的ROI器件制备用。”
IM突破不大的另一个原因是用户对ROI的了解还不是很清楚。“和采用很好的批取样方法并做相应修正相比较,对每片晶片进行检查的价值受到质疑。用户还担心把测量设备集成到工艺设备中去会对其可靠性产生影响。当把传感器和光刻设备进行集成,在线检测宏观缺陷、CD、套刻精确度和膜厚时,你不能只考虑曝光和显影设备的可靠性。你还必须考虑所有这些组成部分的可靠性。如果某个传感器出现了问题,整个光刻系统就不再能达到生产工艺的要求了。”
KLA开发IM传感器的前提是使其具有和独立测量设备一样的精确度、准确度和兼容性。“在现有成熟技术的基础上,我们加大了测量传感器的开发的投资。传感器最终是用于独立测量设备还是和工艺设备相整合取决于哪个方案能提供最好的ROI。IM技术的优点是能提高生产力和成品率,缺点是受准确度的影响,有时不能即时发现工艺偏差从而影响生产。因此,IM是否能最终被用户接受取决于其优缺点的平衡结果。”
与KLA的保守态度不同,Lam Research 公司在设计新设备时总是要把IM考虑进去。新产品开发部副总Dave Hemker说:“虽然我们不能很准确地预计测量方法的种类,但是我们确信会采用即插即用的方式,很方便地把各种设备和仪器整合在一起。我们所有的产品都为IM预留了空间,并提供了软件和控制系统方面的支持。”
为了给各种工艺提供最合适的IM,Lam和用户以及量测设备供应商进行了密切的合作。他们的主线产品(CMP、介电材料和导电材料蚀刻设备)都带有IM软件。CMP侧重于铜的测量、厚度测量和残留物检查,介电材料和导电材料蚀刻则偏向于为工艺控制提供准确的CD测量提供前向控制或反馈控制。
IM在薄膜沉积中的应用
MKS公司的Blackborow说:“我们都很认可IM技术,因为人们需要工艺控制技术。IM技术的目的是能够很快地告诉你工艺过程是否达到了你的要求。这很重要,特别是在沉积新薄膜时,你肯定很想知道工艺动向是什么。到目前为止,我们制造芯片用到的化学元素只有四五种。但是,为了制备低介电常数材料膜和高介电常数的材料膜、新的栅极金属膜、铜导线以及铜势垒材料等,我们要把这些物质进行混合,种类就会变得更多了。目前,还没有一项技术能有效地控制所有的薄膜沉积工艺。”
MKS公司一直致力于工艺和测量设备的开发。Blackborow告诉我们:“工艺复杂性推动着仪器设备的进步和发展。器件制造工艺中很多工艺是气体反应过程,如ALD、CVD、PVD或蚀刻。为了控制这些反应,我们为大多数设备提供了气体流速测量、压力测量和rf能量测量等等。我们用FTIR光谱仪和质谱仪来确定反应室的气体混合比。至于rf,我们不只是测量能量,而且还测量阻抗、谐波等因素。这些信息都会显示反应室内的反应情况。我们正在和客户合作,将传统工艺控制传感器得到的数据和新工艺控制传感器(如rf探针和FTIR)的数据进行比较。通过比较,我们能够更好地达到工艺目标,知道什么时候工艺条件已经漂离了规定范围。”(图2)
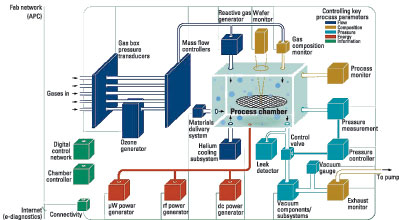
图2. 关键工艺参数需要更加精确的控制水平。IM模块正成为新工艺的重要组成部分。(资料来源:MKS Instruments)
然而,工艺过程中有很多可变参数,因此操作平台必须能够对他们进行协调。“你可以对每个参数进行调整。以CVD为例,好几百个参数需要调节-气流速度、压力、rf、谐波、气体组成光谱等等。大量数据的传送和处理可能会导致生产设备中的 IT系统瘫痪。因此,关键是减少数据量,从而能很轻松地发现探测到的错误信息。我们正在研究如何利用我们在数据管理方面的专长,来对这些信息进行有效的处理,保证信息流的畅通而不是面对生产设备中的或OEM的一大堆数据而不知所措。
测量设备和工艺设备生产商的态度
Nanometrics 公司的集成测量事业发展部总监Jason Rollo坚信目前的制造工艺和Fab经济情况对IM非常有利。“有效的工艺控制是IM发展的主要驱动力。不幸的是,在今天的经济环境下,这一点被弱化了。然而,要想更好地控制晶片之间的工艺误差,就必须进一步加大取样量。为了达到更高的效率和降低成本,引入IM技术是唯一可行的办法。
实现IM的方法有两种。设备制造商的想法是把IM设计在系统里面。这样做的困难在于大多数OEM对测量只有粗略的了解,因此不能提供对IM很好的技术支持。解决的方法是把IM作为一个整体与设备集成在一起,测量设备公司可以提供相关的技术支持。Rollo认为:“OEM的优势是工艺设备制造而IM供应商则擅长于测量技术。因此,以客户需求为前提,OEM和IM供应商紧密合作必定是未来的发展趋势。”
成本和需求的平衡
Therma-Wave公司的Johnson对IM的各种需求进行了评价:“光刻工艺的需求和CMP工艺是完全不同的。300mm技术的情况也完全不一样。当硅片尺寸达到300mm时工艺的需求变化就更大,你需要有晶片自动处理系统,片子需要按照工艺的逻辑过程在传输轨道上传输,使晶片能够在分布重复光刻机和计量测试台等各个工艺之间自动传送。这样,晶片传送的成本就超过了计量测量的成本。”
“增加计量测量的投资是很值得的。当硅片尺寸达到300mm时,你必须能够更快地找到问题出在那里。如果系统每小时能处理120片300mm的晶片,IM的投资很快就能从快速错误检测中得到回报。即使有可以返工的重大失误,比如忘了涂布光刻胶或是用错了掩摸版,你仍然希望能够更快地发现问题。“当器件尺寸不断缩小,晶片上的芯片数目不断增多时,在线计量测量将会成为APC的重要组成部分。只有这样才能改善工艺条件,得到最高的成品率。
Timbre Technologies公司的市场总监Weng Yang相信很多用户正在对IM技术的应用进行测试以验证人们不能没有IM技术。“看起来IM与显影和蚀刻等工艺设备的集成会有比较明朗的应用前景。虽然目前主要是利用独立测量系统对工艺进行评估,但是研究的焦点仍然是IM技术。对于300mm技术来说,为了实现更好的工艺控制,他们需要更多的来自片子上的计量测量数据供工艺控制用。”
在可以预见的未来,IM的目的不是为了取代独立测量系统。没有一家OEM公司会告诉客户说:“我们只提供配备了IM的系统,而没有独立测量设备。”IM必须能够为器件制造工艺提供更多的价值,产生直接和有利的结果。只有这样,IM才能够被设计到系统里面去。