摘要:193纳米光刻胶,涂胶显影机和扫描式光刻机已经为芯片量产做好了准备,并且将成为生产65纳米器件的中间力量。为了使193纳米光刻胶满足大生产的要求,需要在包括线条粗糙度和图形倒塌等许多方面优化它的表现。随着浸没式光刻技术的引入,光刻胶正不断被改进,以满足有细微差别的不同需求。

对于许多公司而言, 90纳米工艺将于2005年内投入量产,与此同时193纳米系统也会成为实现关键工艺层次光刻技术的必然选择(图1)。立足于这个重要的里程碑,浸没式光刻技术已经占据了所有的头版新闻。“在这一年中,浸没式光刻技术独领风骚,但站在生产的角度,我们可以说2005年将是193纳米光刻技术由研发转入大批量生产的一年。” JSR微电子光刻技术部经理 (Sunnyvale, Calif.) Mark Slezak说。
193纳米光刻胶已经在一些方面取得重大的突破,包括削减线条边缘粗糙度,减少缺陷密度以及降低在使用多数65纳米技术掩模版时产生的掩模版误差传递因子。罗门哈斯电子材料微电子技术事业市场部主管Rick Hemond将193纳米光刻胶成熟的部分原因归结于其质量达到了新的水平。“原料供应充足而且源源不断,它已经为90纳米和65纳米的大批量生产做好准备。”
与此同时,随着IBM和TSMC发布使用浸没式扫描光刻机生产的原型芯片,浸没式光刻技术正迈出它的第一步。光刻胶供应商也正在开始引入浸没式光刻设备。“我们正在尝试如何调整高分子聚合物的结构和各成份的配方,以便能够生产在浸没式光刻使用中表现优异的光刻胶。” Hemond说。
今天的刻蚀工艺正在不断把光刻胶的性能推向极限。刻蚀过程中,两个突出的问题限制了光刻胶的表现:低的刻蚀选择比(相对与248纳米光刻胶)和差的线条粗糙度(众说周知的条纹表现)。“对于45纳米工艺,我们处理30纳米的栅极线宽,并且这种程度的细小线宽将导致许多问题。”应用材料导体刻蚀工艺技术主管Meihua Shen说。(Santa Clara, Calif.) 基于现今的结果,如果193纳米使用和248纳米光刻胶相同的HF-基团,高选择比的刻蚀工艺将造成过多的聚合物的累积和更为糟糕的图形表现。“因此为了形成栅极图形,我们另辟蹊径。比方说,我们采用硬掩膜工艺,依靠硬掩膜代替光刻胶传递栅极图形。另外,使用消减光刻胶线宽的技术,依靠使用氧基团的刻蚀工艺并且可能使用溴化氢作为添加剂辅助控制线宽边缘粗糙度,一个70纳米线宽的图形可以被缩小到30纳米。刻蚀的化学气源的选择非常重要。”据Shen介绍,说通过设备硬件改进和工艺调整的相互结合,实现高的刻蚀选择比同时控制线宽粗糙度表现的技术难关已经被攻克。
在许多情况下,采用双层光刻胶已经证明比硬掩膜工艺更为简便和节约成本。“双层光刻胶使用一层厚的下层衬底实现刻蚀阻挡层,抗反射层和表面平坦层的功能,而顶层有机膜则扮演成像层的角色。”Plamen Tzviatkov,Fujifilm电子材料先进技术市场拓展部经理说,“双层光刻胶正在成为主流技术,而不再仅仅作为单层光刻胶的陪衬和后备技术选择。双层光刻胶有着自己的优势,它具备优异的抗刻蚀能力,线宽控制以及极佳的成像表现,这些足以与传统的单层光刻胶一争高下。” Freescale 半导体,就是采用双层光刻胶实现90纳米后道工艺的公司中的一家。
浸没技术的投入
到目前为止,过去的五年中光刻领域的最大改变是浸没式光刻技术的迅猛发展,两年内这项技术由一个实验室的奇思妙想转而成为一项列在ITRS上的关键技术,并且它最终迫使157纳米项目无限期的搁置。把光刻机镜头与晶圆表面光刻胶之间的空隙用水填满,浸没式光刻技术就能粗略的把在特定波长下的焦深倍增,这是因为水的折射率是1.43,而空气是1.0。而当今浸没式光刻技术应用于193纳米(ArF激光)扫描式光刻机,也随之引发了一些关于把浸没式光刻技术与248纳米扫描式光刻机相结合以便进一步延伸248纳米光刻机的生存期和降低投资花费的讨论。
浸没式光刻预计大约在2006年中投入生产。第一台全场曝光设备已经交货了。随着这项技术的引入,浸没式光刻技术的进一步研究将从包括提高镜头的数值孔径从0.85到0.93甚至>1.0,增加光刻胶的折射率(今天光刻胶的折射率约为1.7),以及增加浸没液体的折射率(到1.6甚至更高)等方面进行。采用这种方式,尽管用于生产的新的镜头系统,高折射率液体以及浸没式扫描光刻机系统等许多方面仍然有待进一步证明,但仍然可以预计193纳米光刻技术能延伸到22纳米技术节点。
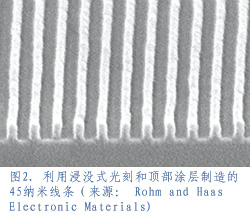
尽管尚不清楚193纳米光刻技术还能走多远,但大部分人同意它可以满足45纳米和32纳米工艺代的需要(图2)。与此同时,仍然有一系列问题有待解决,包括控制水中的微小气泡和对成像的不利影响,控制光刻胶释放的气体进入水中或残留在镜头表面的问题以及对浸没式技术产生缺陷的分类界定。
IBM 和TSMC发布利用浸没式光刻生产的原型器件使用的试剂很可能是已经商业化的193纳米光刻胶外加上一层介于光刻胶和浸没液体(水)之间的顶部保护涂层。顶部保护涂层主要担当防止光刻胶的挥发材料损伤镜头的角色。于是就引发了由于成本问题,顶部保护涂层最终是否必须的争议。 “我们的目标是研发一种无顶部保护涂层的工艺方法,到目前为止的研究表明这是有技术可行性的。我们知道主要的渗透物是对成像非常重要的PAC(光化学放大成份)和光酸。”Tzviatkov说,“无论怎样,渗透物对成像的不利影响不会到我们先前估计的那种程度,因为在光刻胶表面渗透物的损失非常有限,并且我们已经找到补偿的方法从而维持光刻的表现。” Tzviatkov强调客户要求浸没式光刻和干法成像使用同样的193纳米光刻胶。
“我们非常明白低分子量组份的渗透物进入水中是可以被抽取的。” Slezak说,“但仍然存在一些问题,由于有些分配系统是为通水而设计的,尚不清楚抽取这些低分子量组份的渗透物是否会影响成像或设备本身。并由于没有人愿意冒这个风险,因此第一代的浸没式光刻将很可能使用顶部保护涂层。”
George Barclay(罗门哈斯电子材料微电子技术事业部193纳米项目领导)表示通过研究他们已经定量的得到渗透物产生的影响可被察觉的量级,但仍然不排除在生产中使用顶部保护涂层。“我们将让我们的客户决定,他们将告诉我们对于193纳米的浸没式光刻何种程度的渗透物量级是可以接受的。”
Ralph Dammel,AZ电子材料技术部主管,补充:“需要仔细的研究浸没技术对线宽的影响,例如:因为小块水域不停的在硅片表面移动,其移动的范围大于曝光的实际面积,所以我们需要知道是否光刻胶有累积效应, 这就需要一台全场曝光的浸没式生产设备,但如今这是相当缺乏的。”
关于已经研发的顶部涂层的化学成分,供应商对于其拥有的信息的披露相当谨慎。无论如何,Dammel说:“总体趋势是向着可溶于显影液的顶部涂层方向发展,因为用溶剂移除顶部涂层的额外辅助工艺的复杂性太高了。”
顶部涂层存在的一种优势是它有抗反射的能力,尽管如此,但还并不排除使用底部抗反射涂层。“对于浸没技术而言,为了得到优良的反射率表现,我们相信产业将不得不采用双层BARC(底部抗反射涂层)。” Brewer Science ARC产品全球市场经理Shree Deshpande说,“此外,现在断言为迟过早,但如果光刻胶供应商为了使浸没式光刻胶达到某一折射率而不得不改变高分子聚合物分子式的骨架的话,那么底部抗反射涂层为了能与光刻胶兼容得到优良的图形轮廓也需要做相应变化调整。
抗反射涂层
抗反射涂层用于控制衬底的反射率进而得到更好的线宽控制和更宽的工艺窗口。在双大马士革应用中,它们起到填充通孔和/或表面平坦化的作用。抗反射涂层同时也能降低了图形倒塌潜在的可能性。这些薄膜不断的被优化从而达到更高的刻蚀速率和/或与不同光刻胶更好的兼容性。“我们已经意识到这些关键点的重要性,因此我们正在开发的材料使我们的抗反射涂层做的更薄,刻蚀速度更快,如果必要,在它的上面使用薄的193纳米光刻胶。” Hemond说。
Deshpande 介绍说,传统的有机抗反射涂层为增大光刻的工艺窗口在大多数193纳米光刻技术的情况下可以提供低于0.5%反射率的优异表现,同样这也延伸了KrF成像的极限。将ARC(抗反射涂层)介于光刻胶和硬掩膜之间可以防止由于硬掩膜SiN,SiON和SiCN造成的光刻胶中毒现象。这种BARC(底部抗反射涂层)不仅要调整对于光刻胶的刻蚀选择比同时也要兼顾硬掩膜。现在有湿法显影的BARC,这种BARC不再需要额外的干法刻蚀工艺,更为重要的是能够节约~20%-30%的光刻胶成本,他说:“在小于130纳米技术节点的生产制造中,在离子注入工艺和双大马士革集成工艺中,我们的客户正在使用湿法显影的BARC和填充BARC。”
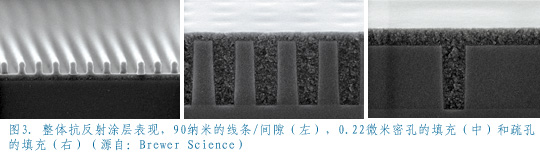
对于逻辑器件的双大马士革集成工艺和DRAM的深槽工艺,混合型底部抗反射涂层(无机/有机)是另一种解决方案,整体抗反射涂层(图3),提供调谐的反射率表现,适当的刻蚀选择比和简便的工艺集成。在通孔优先的双大马士革工艺中,这种混合型底部抗反射涂层提供无间隙的刻蚀集成工艺和大的光刻工艺窗口。
研发与下一代浸没式光刻(数值孔径>1.0)相兼容的抗反射技术将变得更为复杂。“从非常大的图形接近垂直角度的入射光到利用1.2数值孔径成像的小图形的45度入射光,这意味着我们将处理非常大的入射角范围。由于存在不同的光程差,仅仅使用一层底部抗反射涂层不能足以控制反射率。” Dammel说。由此也产生了两层抗反射涂层的使用,它们可以是两层有机物,一层有机物,一层无机物或两层无机物的结构。现在,旋涂法和化学气相沉积制造无机抗反射涂层都是可行的,而且这层无机层也可以起到硬掩膜使用。
为什么使用甲基丙烯
早期研发的193纳米光刻胶平台包括环状链烯烃,丙烯,甲基丙烯,乙烯醚以及混合物还有这些不同本体的衍生物。随着光刻胶平台的成熟,有证据表明基于灵活设计的观点,甲基丙烯和丙烯是最具有活力的,根据它们的使用寿命,以甲基丙烯和丙烯为平台设计的光刻胶能够在生产流程中使用。今天,以甲基丙烯和丙烯为平台设计的光刻胶已经占据已售的193纳米光刻胶大约90%的份额。其它配方的光刻胶在特殊使用上占有一席之地。
“我们主要关注甲基丙烯因为它们更加成熟,它具有较高的玻璃转变温度,并且已经解决了最初抗刻蚀能力不佳的问题,从而允许我们使用化学收缩或回流工艺。” Slezak说。他补充甲基丙烯分子基团较容易被裁剪从而实现某一特性,比如降低的掩膜版误差传递因子,那是因为确定的单元结构或保护基团可以被替代进而实现某一既定的特性。“这些高分子聚合物的可塑性允许我们这么做。”
Barclay表示同意,他说:“由自由聚合基团构成的甲基丙烯允许加上许多我们希望光刻胶具备的特性,一般而言,高分子聚合物是由不同的加聚反应制造而成,这将使那些我们希望光刻胶具备的功能结合在一起相当困难。”
线宽边缘粗糙度
许多193纳米光刻胶早期的问题包括显影后烘敏感度,掩膜版误差传递因子和自身缺陷已经大部分被解决了。“业内最大的问题是没有找到对线宽边缘粗糙度的全面的能被广泛接受的解释,它仍滞后于产业所想看到的期望。” Dammel说,“没有一个全面,能被广泛接受的线宽边缘粗糙度的原理,那么就不能断定如果你改良A,B和C,LER就就会改善。”尽管也许人们指出一个事实,线宽冗余度(2-3纳米)将趋近于高分子聚合物的尺寸大小,但Dammel认为基于他们的实验,高分子聚合物的分子量在对线宽边缘粗糙度的贡献上并不占主导因素,其它的原因更为重要。“这是一个非常复杂的领域,在线宽边缘粗糙度的改进过程中没有直观的答案。”他说。
尽管线宽边缘粗糙度确切成因仍然未知,但一些机理已经被揭示了。“一个明确的成因来自于刻蚀的高能量的离子轰击,另一个则是由高分子聚合物淀积不均匀引起。”应用材料绝缘体刻蚀技术研发部资深经理Peter Hsieh解释。他建议为了得到更好的线宽边缘粗糙度的表现,在刻蚀过程中使用低能量的离子轰击(低的偏压)。改变刻蚀使用的化学气氛能够帮助减少边墙上高分子聚合物的淀积。Hsieh强调,经常在晶圆上遍布对线宽边缘粗糙度敏感的图形,条纹的产生也依赖使用何种类型的光刻胶以及光刻胶的结构。
根据应用材料的Shen的解释,线宽边缘粗糙度能够以许多不同的形式加以表现。最糟糕的情况是,在刻蚀或光刻胶收缩过程中引入的线宽边缘粗糙度和应力将导致线条漏电,线条扭曲或线条迁移。“我们发现许多的图形相关性,如果我们使一个大的金属压点和小线条相连,那么在小线条和大的金属压点相连的位置,就会产生许多的应力。”她说,“当需要灵活的热预算,刻蚀选择比以及对线宽边缘粗糙度控制的时候,先进的图形工艺就要扮演一个重要的角色。”
图形倒塌
另一个焦点问题是图形倒塌 , 这发生在旋转式显影工艺过程中,光刻胶图形由于毛细作用表面张力而倒塌。当光刻胶图形的高宽比是3:1或更高的时候,图形倒塌通常出现在密集线条区域。在65纳米节点上这个问题是相当严重,并且将随着线宽的持续缩小而越来越突出。“随着图形的越来越小,倾倒力也以图形间隙分之一的速率递减,因此这是一个以双曲函数规则增加的力。根据现在的测试结果,我们发现45纳米线宽情况下,3:1的图形高宽比不再适用。我们使用接近2:1的图形高宽比,并且对于利用浸没式光刻技术实现的非常小的图形,光刻胶的膜厚会被进一步限制。” Dammel说。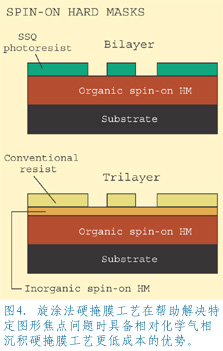
Slezak说在图形倒塌的问题上有三个主导因素:高分子聚合物的选择,图形轮廓的控制和材料表面特性。倾倒力和表面张力直接成正比,这也就是为什么在旋转式显影工艺中使用表面活性剂降低接触角的可以帮助防止图形倒塌在原因。改变底部抗反射涂层的化学成份也可以增大防止图形倒塌的容许窗口。“在防止图形倒塌上有两方面的技术改进。一是使用光刻胶增粘剂改善光刻胶和底部抗反射涂层的界面态,从而可以使光刻胶粘的更好;二是修改高分子聚合物构成或改进显影工艺的冲洗步骤用来控制引起光刻胶倒塌的毛细作用表面张力。” Barclay说。
关于更大并正存在的图形倒塌问题Barclay进一步解释:“基于化学观点,我们的挑战在于建立一个与空间图像对比度相匹配的化学转换过程。随着我们进一步降低K1因子,空间图像正在由原先黑白分明过渡转变为更多的灰度渐变,因此针对这些灰度我们需要研发相应的化学机制,并且我们能够做到。所以,我们想对于45纳米和32纳米节点的图形我们已经获得足够的成像对比度,但我们必须确信图形能够站起来。”
多层技术的需求
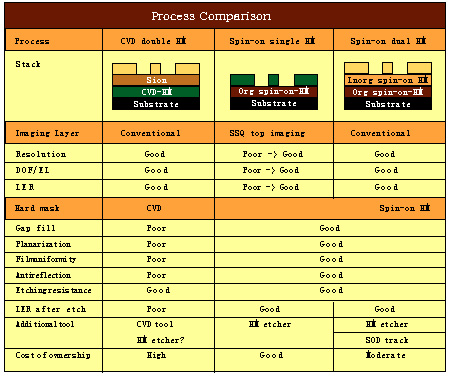
包括化学气相沉积,旋涂有机或无机层的多层技术(图4和表格)帮助推动线宽收缩工艺,以及控制包括线宽边缘粗糙度在内的许多工艺问题。“当你采用这些旋涂法硬掩膜工艺(双层技术)和双重旋涂法硬掩膜工艺(三层技术时,)你开始不再考虑许多使你头痛的问题,例如衬底带来的光刻胶中毒问题,可以帮助提高焦深和释放来自化学机械抛光压力的台阶高度差控制问题以及提高刻蚀图形转移能力从而改善线宽边缘粗糙度表现的问题。” Slezak说。多层技术为了确保在刻蚀后尽可能低的线宽边缘粗糙度和线条粗糙度的表现要求光刻和刻蚀工艺组紧密的结合。
“在45纳米技术节点上多层技术正被相当的看好,”Slezak补充道:“使用旋涂法硬掩膜工艺,在一些情况下,很可能使生产厂商取消购买其他化学气相沉积设备或一台较高数值孔径的光刻设备的需求,由于底部有机层具有表面平坦化的功能因此它也能缓解化学机械抛光设备的压力。”
双层光刻胶的实施方案是将一层薄的含硅基团的成像层置于标准光刻胶之上---它有效的将图形成像和抗刻蚀表现结合在一起。底层光刻胶扮演刻蚀阻挡层和提供表面平坦化的角色。
在接触孔应用方面,技术上常常使用的方式是利用热力学方式(回流)或化学方式(化学收缩)减小已经存在的光刻胶图形的尺寸。“你必须有一个好的高宽比工艺控制,通常意义上说,如果你有一个椭圆形的孔,缩小后它就必须仍然是一个椭圆形的孔,并且收缩工艺不能有太多的温度依赖性。” Slezak说。他补充说,令人感兴趣的负性基团的光刻胶曾经一度被认为是实现接触孔或隔离的沟槽所必不可少的,但仍然没有流行起来。“大约在两年前,负性光刻胶被大为推崇,但最后证明,它不是真正的需求。”
结论
许多早期193纳米光刻胶的问题,比如缺陷和显影后烘敏感度等已经被有针对性的改善。然而,线宽边缘粗糙度和图形倒塌的是现在所面临的问题,这些问题必须在当前和下几代器件上解决。好消息是193纳米光刻胶已经为生产做好准备,并且为浸没式光刻要做的改良看起来可以解决。时间将告诉我们对于浸没式光刻技术顶部涂层是否是必须,并且将有多严重的缺陷问题等待着我们。