摘要:真正的APC需要IM,特别是在采用新材料和新结构时,面对日益减小的工艺窗口,尤其是在65nm节点以下就更是如此。这一概念已在CMP以及随后的刻蚀中得到证实。然而,终端用户却期望能够平衡在工艺平台中引入IM的实际需要和之所产生的经济效益。
从65nm节点开始,整合量测技术(IM)将成为先进工艺控制(APC)必不可少的组成部分。作为化学机械研磨(CMP)的不可或缺的一部分,在用于测量膜厚度和膜光学特性时,IM已经成为表征和验证工艺步骤的重要手段。随着快速工艺表征重要性的持续迅速提高,APC逐步成为控制那些窗口日益缩小、复杂性不断增加的特殊关键工艺必不可少的组成部分,IM也将发挥其自身的重要作用(图1)。
CMP领航
Applied Materials的CMP部的总经理Liang Chen认为,由于IM和CMP是不可分割的,因此终端用户对晶圆与晶圆间可重复性的要求将是在面对≤90nm技术节点时,供应商将要必须解决的一个问题。“CMP的主要作用是去除。随着器件规则正变得越来越严格,因而我们要解决的挑战是,如何使晶圆与晶圆间的去除保持稳定不变,如何使器件与器件间、芯片与芯片间和晶圆与晶圆间的电性能保持一致。采用具有闭环工艺控制的先进的IM能解决这些挑战。”
尽管CMP设备中的IM组件很普通,但IM信息必须灵活运用。目前有两种主流的CMP工艺:介质CMP和铜CMP。就介质CMP而言,重点考虑晶圆与晶圆间的可重复能力。要对第一片晶圆做预测量,进行CMP处理,然后再测量一次。要对该信息进行直接搜集和分析。控制算法十分重要,因为它决定着测量后 CMP工艺的结果。下一片晶圆可能要在需要的去除范围内进行调整,第三片必须与第二片相匹配等,从而实现晶圆到晶圆间的可重复性。
由于铜CMP有各种不同的输入分布,所以IM必须通过读出晶圆对去除速率的差异进行原位调整。为此铜CMP的作用就是将通向势垒和势垒与连接介质间的铜去除掉。控制铜的选择性及其去除十分关键,原位量测可完成实时分布控制。
整合量测、刻蚀和数据
产业正处于将量测整合到刻蚀系统的初级阶段。
“散射测量法是对刻蚀进行度量的选择。” Applied Materials刻蚀技术部的资深人员John Yamartino说。除了小型化以外,它的另一大优点就是速度,对每个点的测量只需要数秒,而且也不需要真空系统。
尽管当前的光学CD量测技术还能胜任,但在将来它要想控制CD量测的数据将会遇到困难。因而就必须对所有的变化类型和产生的根源进行理解、表征和验证。例如,栅刻蚀用的前馈控制已很成熟-它可用于检查光刻的结果,并在进入刻蚀阶段进行补偿。然而,随着对精度要求的不断提高以及新效应的不断出现,前馈控制已变得越来越困难。材料的改变,批次的不同,甚至工艺设备的稳定性也会带来一定的影响。原始设备制造商(OEM)必须开发一种灵活的系统,这样,一旦变化的特点得到量化和验证即可采用该系统将补偿编码到控制器中。不过这就要求数据控制具有相当高的灵活性,而且对该数据进行智能处理的整合量测系统的能力也至关重要。
处理较小结构时面临的另一个难题是:累积效应更容易影响成品率。这些效应必须根据工艺逐个解决。用户必须将每一个设备当成一个元件看待,用这种方法确定数据的传送和控制,在整个工厂范围内建立先进的工艺控制。此外,控制还应该在设备上进行。这样,在控制累积效应的同时就解决了对特殊工艺步骤的控制需要。然后,这一信息即可传送给主机,用于更大范围内的工艺控制方案。
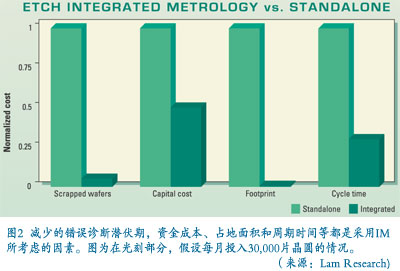
“整合量测是我们APC设备控制策略的一部分。” Lam Research 公司FEOL 和 BEOL刻蚀部副总裁Rick Gottscho说,“传统的方法是,找出由刻蚀机、化学汽相淀积(CVD)机、光刻站发出的工艺信号与晶圆最终成品率之间的相关性。”除有一些例外之外,这种方法大多数情况下是不成功的,因为任何一道工艺与最后的晶圆成品率之间都没有多大的联系,因为可变的因素太多了。光刻与刻蚀之间、刻蚀与淀积之间、 以及淀积与光刻之间的相互影响永远存在着(图2)。
虽然这项工作也能由软件完成,但主要的方法是利用设备传感器的数据来确保单元工艺的输出。原始设备制造商指望终端用户积累的集成诀窍方法能制订出数套工艺要求和规范,这样,如果设备符合规范,即可预测出较好的成品率。
整合量测还是独立量测?
业界一直在不知该选择整合量测还是独立量测的困惑中挣扎着。整合量测应该放在光刻设备上还是放在刻蚀机上?不过,整合量测似乎要比独立量测更具优点。检查前馈时就会发现,采用IM可以对完成光刻工艺后的每一片晶圆进行测量,并可对晶圆进行多点测量,还可以对晶圆进行逐个校正或对晶圆进行内部校正,这些测量和校正都具有较高的经济可行性。
然后,在晶圆的测量位置上会有反馈,如果不符合规范,即可修正菜单;在测量光刻单元输出和前馈的地方却没有前馈。如果没有大的事故就避免了光刻返工。光刻机是晶圆厂中最昂贵的设备,需要多台刻蚀机来完成光刻后的刻蚀。如果测量是在光刻单元中完成的,并且返工是必需的话,那工厂的瓶颈就出现在最昂贵的设备上了。所以,毫无疑问,整合量测应该放在刻蚀机中。
在刻蚀机进行整合量测可以简化运算,一切都可以是独立的,从而使调整更加迅速,避免了主机存取或对等通信的各种考虑。此外,在刻蚀机上,它还可以用于错误诊断,这是极具价值的,因为如果出现错误,那么错误诊断与错误出现之间的晶圆潜伏期就会降至最短,因而在最坏的情况下也只会造成一片晶圆报废。而采用独立量测设备时,错误诊断与错误产生之间的潜伏时间可能会有大约45片晶圆的检测时间那么长。
控制可变性
“整合量测应该叫做的‘整合的可发挥作用的量测技术’,它不只是能输出数据,而且它还应该知道该检查何处和应该做什么等。” FEI公司产品营销副总裁Anantha Sethuraman说。他还补充,可制造设计(DFM)不久就会成为一个重要的增长领域,量测设备供应商必须使其系统不只是产生数据,而应具备更多的功能,应该采取什么样的行动?生产线上会产生什么样的工艺边缘性缺陷?漂移有多么严重的后果?
业界正在竭尽全力满足晶圆ID的要求。所有的晶圆制造商都必须提供晶圆ID,原始设备制造商必须提供晶圆ID读取器,这与检测和量测公司的做法相同。Sethuraman相信,要想使IM获得成功,还应该增加“腔室ID”功能。“一个制造厂可以有25至30台设备,每一台设备都要配备3个腔室-大约75个腔室-整合量测信息就由他们发送出来。如果有某个位置发生差错和出现偏离,它就应该能够确定其所在腔室中的位置。”他说。整合量测应与先进的工艺控制系统相连接,使之能在两个方向上传送数据,并提供智能输入,例如,可以追踪在某一PVD线上由某一特定腔室引起的问题,并显示在某一片特定的晶圆ID上。
KLA-Tencor参数测量部营销副总裁Brian Trafas认为,晶体管控制面临的重大挑战将发生在前道工序(FEOL)上。他说:“光刻,主要是193nm光刻,在32nm节点会成为图形印制技术面临的一个重大挑战。”设计将会更加复杂,各种设计考虑之间会造成相互影响,这就意味着,第二代和第三代光学邻近效应校正(OPC)的工艺窗口也会随之而减小,从而影响到生产中的参数成品率。“我们正在解决波长和印制的特征尺寸的差距,预计每一个设计节点的工艺窗口会减小30%左右。”他又补充说。
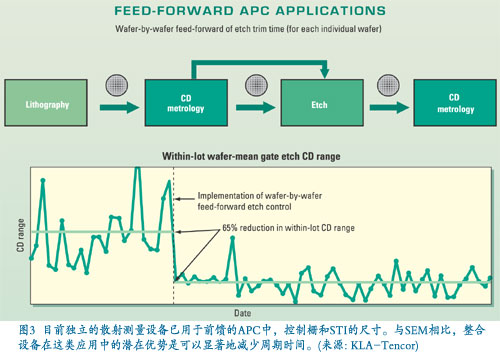
整合量测可以解决这类问题。用光谱CD量测法来解决栅CD可变性问题就是一个典型的实例。一些人期望能在光刻胶剪裁应用中实现晶圆与晶圆间的控制。在65nm节点,为获得适当的性能而对栅层上的CD进行控制已经由基于批次控制转向基于晶圆控制。随着向45nm的发展,还需要增加其它的量测信息。取代基于批次的CD的控制信息的是要求得到基于批次到晶圆的控制信息,以及从单纯CD到CD+分布、外形和粗糙度的信息,这些对前馈和反馈控制都很重要(图3)。这就意味着它是一种更加全面的CD控制方法,一种CD-SEM和光学CD相结合的综合方法。
虽然SEM和成像技术可扩展应用至45nm,但还需要做进一步的工作去扩展算法,使之能将分布、外形和粗糙度的信息综合起来,便于做出最后的决定。测量精度标准和多种设备之间的匹配以及找出不同技术之间的相关性等都是目前比较关注的研究内容,如从光学CD至CD-SEM等。
“随着由90nm向65nm和45nm的过渡,我们将需要更多的测量数据以支持批次、晶圆和芯片级的多变量控制,” Trafas说。根据他的解释,在某些关键的工艺步骤上,只注重基于批次的取样是不充分的。在处理300mm晶圆时,人们对晶圆和芯片取样的关注已有所提高。要获得可支持多变量控制类型的分析结果还需要采集复杂的数据。长期以来采用的策略是,利用设备的分析能力快速地将数据转变成信息和知识,并根据数值做出决定,而不仅仅是做出原始的测量。可以对工艺设备的状态和晶圆上出现偏差的位置等相关信息进行分析。该信息可以和成品率与性能数据一起,用于提高与测量相关的成品率,优化样品设计,并控制测量的成本。“我们的目标是以最低的测量成本获得最高的成品率。” Trafas补充说。
用不用IM?
“除非设备的工艺稳定性不好,通常大多数人都不愿意将其设备上增加整合量测的功能。” Nanometerics 公司总裁和首席执行官John Heaton先生说。随着CMP的巨大成功,这成了使用IM的主要争议。Heaton相信,在65nm及其以下节点之后,光刻设备也将面临相同的境地;对图形印制工艺的控制将成为一个主要问题,这需要在工艺设备中增加整合量测功能以获得迅速的反馈。
晶圆厂的经济状况可能会决定量测的方法。一旦掩膜版或工艺流程发生改变,工厂就会对每一个工艺设备进行验证。如果他们改变了器件的第1层或第2层的掩膜版,就会使用验证晶圆对工艺进行验证,通常是一片未经加工的晶圆或测试晶圆。这就需要在量测系统上进行验证,在光刻设备或其它工艺设备上完成处理所用的时间可能会长达6分钟。这是在设备不出现生产瓶颈和不加工其他晶圆的情况下的假设。在极其昂贵的工艺设备中,从晶圆放置到独立式设备中和信息返回到工艺设备中所延误的时间会使产能降低10%。从维持设备的产能增加而不是从工艺控制的角度看,IM正变得愈发重要。
然而在45nm节点,累积的工艺步骤的改变会造成更多的不可挽回的情况。没有一种产品是单纯依靠整合或独立的系统中获取数据来改善工艺的。这对大规模使用IM来说是一个障碍。如果有一种量测系统能对每一片晶圆进行测量,并将信息用于工艺设备中,它就会产生更好的套准效果、CD和膜厚。仅有数据是不够的,还必须能发挥作用。偏差的控制,尤其是45nm的光刻将需要IM的帮助。
Nova Measuring Instruments Ltd.市场营销部主管Bents Kidron对这一观点表示赞同。“IM将由CMP普及到刻蚀和光刻应用中,”他说,“工艺数据将可用于上游和下游,成为控制方案的一个组成部分,并将采用更先进的控制方案。”
Kidron确信,IM面临与独立系统相同的挑战:对全外形表征、三维测量和芯片内部测量的需要都要求有更加智能化的算法。他不认为未来节点会面临不可逾越的挑战。他认为,散射测量法是32nm以下技术节点所需要的一种行之有效的方法。“具有前馈和反馈能力的APC正逐步得到认可和接受;控制引擎已经就位,其复杂性(单个输入、单个输出到多个输入和多个输出)会随着时间的推移而不断提高。”他说。
在实时测量每片晶圆和获得数据时,它可用于更加严格的控制工艺的前馈或反馈设计方案,对光刻极限需要扩展和光学CD应用必须得到很好控制的65nm和45nm节点尤其适用。整合量测的主要增长和需求可能出现在45nm节点,因为45nm节点是光刻的一个转折点。45nm节点之后,可能就必须采用EUV光刻、或诸如电子束光刻一类的备选方案了。
IM及其价值
“IM是工艺设备的一条必然之路,它会给集成器件制造商和设备制造商带来十分可观的价值,” Tokyo Electron刻蚀部整合量测产品部经理Radha Sundararajan说,“就刻蚀工艺而言,许多客户都认为65nm是实现这一目标的一个重要节点,也有人认为是45nm。一条重要的准则就是量测设备必须根据产量、正常运行时间、平均恢复时间(MTTR)等因素视作是工艺设备的一个组成部分。”
“我们看到,现在正是采用IM的最佳时机,” Timbre Technologies公司市场营销部主管Robert Monteverde说,“我们的用户已在当前的110nm和90nm生产中采用光刻整合量测和刻蚀IM有效地实现了光学数字显微光波干涉测量(ODP)。”他接着指出:“有两个不同的研究小组已在制造过程中从IM中获益:生产过程中采用IM可改善制造的周期时间,并降低晶圆的风险,而设备工程师可利用整合量测数据来改进工艺设备的参数,如聚焦、剂量和烘盘温度等。”
整合检测
Rudolph Technologies公司的市场营销主管Christopher Morath发现整合检测有很多好处。“在进行工艺加工之后对每一片晶圆进行检验,你就可尽早获得有关偏差的警告。这样就可大幅度地降低有偏差危险的晶圆的数量。降低检测的潜伏时间就可找出设备中的故障,并使设备迅速地恢复生产
“通常的检测和特殊的整合检测所面临的挑战是检测过程中所产生的大量的有关缺陷的数据,” August Technology公司市场营销部高级主管Rajiv Roy说,“必须对这些数据进行全面分析,对干扰性缺陷和致命性缺陷加以区分。这就需要ADC(完成自动缺陷分类)的帮助,其工作精度要比现有的精度高一些。目前的ADC的最高水平在70%~80%;但有些数据分析要求ADC达到95%+以上的水平。”
整合量测将会影响一种工艺,并改变晶圆到晶圆间、批次到批次间或某以晶圆内的变量或参数。对检测而言,那种模型不起作用。最能发挥作用的模型是错误诊断和缺陷分类模型,将其应用于生产线中可监测设备的正常与否,这和对工艺参数造成影响有所不同。检测很容易成为对设备的监测。例如,在涂胶系统中,人们可能想要了解喷嘴有没有将光刻胶喷错了地方。
至于IM,因为算法和软件非常复杂,独立式检验的可靠性还不够高。所产生的大量数据会阻塞与之相连接的任何一种工艺设备的带宽。因此就需要一种方法将其与工艺设备分离来处理。
有时候用户会认为整合量测只是装在设备中进行工作的另一个组件而已。实际情况是,任何量测,尤其是整合量测可能会非常复杂,因为它是安装在系统中的系统,需要有高级的精密工具和专门的技术知识来支持。当前,IM成为生产过程的一个组成部分的时机已经成熟,不仅仅是因为有了工艺控制的想法,还因为它能给使晶圆厂运营更有效,进而带来了巨大的经济效益。