随着功能不断增加、高速新产品的开发和上市,我们必须开发更先进的IC封装设计和方法,以满足这些新产品的需求。新封装设计的方向是最大程度地提高I/O数目,减小导线长度,集系统于单一个封装体内(System-In-a-Package,SiP)。例如,叠层式芯片封装由于能提供SiP功能,已成为移动电话制造的主流封装技术。芯片上引线(LOC,FBGA)封装占了DDR I型内存市场最大的产量,而且也将是DDR II型的主要封装技术。
尽管封装设计不断变化改进,但是焊线焊接仍然是优先采用的内连接方法,因为它成本低、适用范围广、可靠性好,已建立起坚实的基础。在FBGA封装中,焊线焊接内连接表现出了优异的高速电性能。FBGA设计采用短焊线内连接方式,并将其集中分布,因此达到了所要求的芯片响应时间。
具有四层焊垫的面阵列焊接不仅具有最大I/O数目,而且焊线直径较大,保证了机械性能和电学性能。QFN封装则有效利用了引线架和成模材料,成本低、大批量生产良率高、而且表面贴装时引脚少。虽然现在的产品封装环境日新月异,工艺方法、芯片微缩技术等瞬息变化,但是由于焊线焊接适用范围广,仍然能满足大批量封装的需求。
先进封装的设备要求和发展趋势
先进封装新设计对封装设备和工艺提出了很高的新要求。大部分情况下,这些要求只能通过最新一代导线焊接设备来实现,它们是针对先进封装设计开发的升级产品。例如,许多新的BGA封装I/O数可以大于800,焊垫间距只有40μm。
超细间距封装焊线焊接设备的要求包括:
● 提高压焊位置准确性(+/-2.5μm)。
● 增强电子焊球控制(EBC)。
● 改善Z轴力的大小和位置的控制,提高压焊线形状的重复性。
● 加快焊接速度(每秒可焊接大约16条标准形状、长度为2.5mm的导线),提高高I/O器件的生产效率。
利用这些设备新功能可以生产出以前无法完成的焊线形状。例如,在焊接堆叠在上面、四周悬挂在外的薄芯片时,会发生共振现象。改善Z轴力的控制可以为之提供更加精确和实时的力的跟踪和控制。
新的压焊线形状和功能
更多先进封装新方法的出现推动了新压焊线形状的不断产生。图1为目前的压焊机能够生产的几种焊线形状。几年前,高度为10mil的标准压焊线还是焊线焊接的唯一选择。现在,人们已经为TSOP封装成功开发了高度更低(5-6 mil)的压焊线方式。
图1 常见焊线形状
TSOP压焊线要求不断改善设备的控制能力,包括导线供线和设备移动控制。很快,存储器提出了新的封装要求:“worked” 或梯形压焊线形状。由于这些器件具有内部焊垫,它们要求一定长度的导线平行于芯片表面。这样的导线形状可以通过“worked” 压焊线方式得到。“Worked” 压焊线形状在需要经受热循环的应用中可靠性更佳,因为它能比标准压焊线方式更好地承受由于热膨胀系数失配引起的变动。在膨胀和收缩的循环过程中,它会在结点中间产生弯曲,而不象HAZ一样,发生在最容易形成疲劳裂缝的焊球上方。
芯片级封装(CSP)压焊线是“worked”型压焊线的一种变化。叠层式芯片封装经常要求SSB(Stand-off-Stitch Bump)和反向焊接(焊球在基板上,接点在SSB上),特别是叠在最上面的芯片。这种组合的焊接高度最低,可使整体封装高度最小化。SSB凸点还能作为单一凸点或堆叠式凸点组合应用于低成本倒扣芯片封装中。在芯片倒扣封装中,凸点是在各向异性导电或在非导电胶的帮助下,通过超声热压焊法连接到基板上的。
为高速内连接设计的芯片上引线(LOC)封装
目前的存储器市场大部分采用焊线焊接封装。当存储器封装设计从TSOP转向FBGA时,焊线焊接仍然是最大量的内连接方式。事实证明,焊线焊接FBGA封装可以满足DDRI型和PC5400以下所有DDR II型内存的电性能要求。FBGA封装设计的导线很短,电感很低,能快速完成开关转换,从而满足快速内存的要求。FBGA封装还出现了一些新的变化,也许可以进一步改善电性能,将焊线焊接应用于更快速度的封装。在这些应用中,焊线焊接的低成本为其提供了很强的竞争优势。
叠层式封装逐渐成为主流
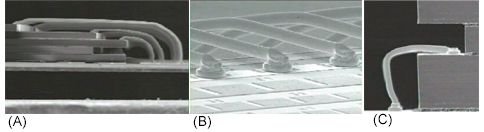
在过去几年里,由于叠层式芯片封装能为许多应用提供SiP解决方案,目前已步入大批量生产阶段。图2为叠层式芯片封装引线照片。为了在不同层之间进行内连接,叠层式芯片封装在同一封装体内采用了多种引线方式。底层通常采用CSP引线方式,第二焊接点位于非常靠近芯片边缘的地方。上层芯片则需要采用反向焊接方式,第二焊接点在SSB上。悬挂在外的薄芯片的焊接是叠层式芯片封装的另一挑战。在焊接过程中,很薄的芯片会产生弯曲现象,从而削弱超声波能量。为了在这种动态弯曲和反弹的表面上进行很好的焊接,必须能够对力的大小进行动态控制。
面阵列封装为焊线焊接开创了新时代
面阵列焊线焊接的出现为焊线焊接开创了新时代。具有三层焊垫的封装技术已投入实际生产,四层焊垫封装正进入质量认证阶段。图3所示为测试芯片上的四层引线形状。面阵列焊线焊接甚至可以和高I/O数倒扣装芯片封装进行竞争。间距为60 μm的四层面阵列器件其有效间距相当于间距为15 μm的四周平面设计。而且,由于采用了60 μm工艺,其焊垫和导线直径更大。
图2 叠层式芯片封装(A)反向焊接 (B)CSP引线 (C)靠近芯片边缘的悬挂式焊接
面阵列焊线焊接的优点包括对间距的要求更宽松和可以使用直径为1mil的导线。1mil导线是半导体制造的标准导线,和小直径导线相比,它具有更强的机械性能和更优越的电性能。相对于1mil导线,小直径导线的机械性能和电性能要差得多。例如,0.7mil直径导线的强度比1mil导线降低了51%,硬度降低了76%,电阻值升高了两倍以上。面阵列焊线焊接在机械性能和电性能方面有很大的优势。并且由于它能为先进封装提供低成本解决方案,其应用将会得到快速增长。
 |
| 图3 最新的Sigma焊针使用更低超声波能量,同时改善了焊接强度 |
新压焊设备和导线
随着前沿高端器件焊垫间距的缩小,焊线焊接设备的特征尺寸大小和容忍度也在逐渐缩小。最近刚刚推向市场的Sigma焊针(图3)在焊针设计方面有了重大变化。有限元分析和激光振动测试结果显示,Sigma焊针在使用更低超声波能量的同时还能改善焊接强度。与此相当的标准设计却不能做到这一点。Sigma焊针的低超声波能量输入要求对于最新技术IC中低k介电层焊垫结构的焊接是非常有利的。 新封装设计对导线也提出了新要求。99.99%的金线新配方能满足这些要求。当焊球焊接间距减小时,导线直径也必须减小。生产小直径球形焊接时要求导线的机械强度必须能够达到工艺要求。高产量的生产工艺要求能够快速、均匀地形成高度较低的导线以及小而圆的的球形焊点。因此,新的导线配方要求比以前具有更高的强度和硬度。同时,必须能够控制金属间焊接的形成及其质量,以确保产品长期可靠性。Kulicke & Soffa公司的AW-99和AW-66就是为满足这些特殊需求开发的新的压焊导线。
结论
因为焊线焊接工艺的适用范围很广,所以封装业仍然在开发新颖的焊线焊接封装设计。此外,焊线焊接很容易根据客户要求进调整,而且制造成本较低,这些优点使焊线焊接继续被IC封装所选择。封装制造业需要开发具有高速、高精度和易控制压焊线形状等功能的新焊接设备。
焊针的新设计和机械强度以及柔韧性的改善可以使焊接产品具有更长的寿命,并提高生产率,获取更大的利润。此外,新的焊线焊接方式具有很好的可靠性和高强度,可以为许多新的超细间距器件提供高质量、可靠的金属间焊接。通过最新焊针、焊接设备和材料的组合,我们可以开发出更加有效的方法,解决现在遇到的许多工艺难题和需求。
联系作者:llevine@kns.com