摘要 本文介绍了用于SiP器件制造的一组材料,该组材料在经过260℃回流后性能仍可达到JEDEC3级标准的规定。
测试用芯片结构和组装用材料
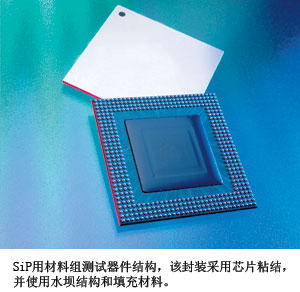
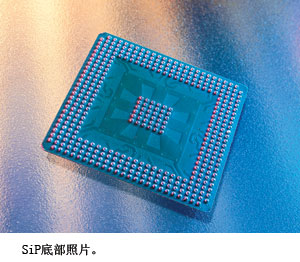
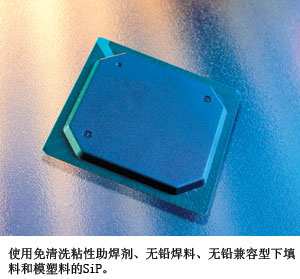
为了模拟半导体厂商实际使用的封装情况,测试用SiP芯片内包含有一个5×5 mm的倒装芯片、12个0402仿真元件和37个0201仿真元件。这些元件都封装在0.22 mm厚的BT多层基板上,基板上覆盖Taiyo 4000(AUS-5)型阻焊膜。组装过程采用免清洗的粘性助焊剂和无铅(95 Sn/5 Sb)焊膏,该种焊膏与所使用免清洗助焊剂的成分相同。使用该封装结构顺序测试了模塑化合物(这里分别称之为模塑化合物A、B和C),并分别配合使用0.8 mm厚的两种下填料(称之为下填料A和B)。下填料A的填充物比例比较低,并作了其他调整来改善其流动性能,而下填料B的成分也作了特殊设计,目的是降低其弹性模量值并增强与氮化硅钝化层的粘附性。不过这两种情况都是以提高热膨胀系数(CTE)为代价的。
测试流程
焊膏是通过丝网印刷方法涂覆的,印刷的钢板采用激光切割,电解抛光5 mil厚的不锈钢板制成,钢板上图形孔与焊盘的比例为1:1。丝网印刷装置采用200 mm的不锈钢刮刀,进行印刷操作时刮刀与钢板成45°角,行进速度为25 mm/sec。再流工艺则通过Soltec公司的XPM2型回流炉实现。
需要封装的元件首先在125℃下前烘一个小时,倒装芯片与基板之间的下填料通过手工涂胶完成,然后对封装结构用氩等离子体清洗。之后进行模塑、分离成单个单元,再通过声扫描显微镜检查分层情况。通过检测后根据JEDEC三级标准的要求,在温度30℃、相对湿度60℃的条件下湿浸192小时。完成湿浸后进入再流工艺,在260℃下回流三次,随后再次检查分层情况。前面所介绍的两种下填料和三种模塑化合物之间两两组合顺次完成所有这些工艺和测试。
测试结果
器件生产商规定的“通过”标准需要满足如下要求:对于模塑化合物和下填料来说,下填料的填充物中无裂缝出现,无分层现象;对助焊剂和焊膏来说,没有因为助焊剂残留引起的分层现象。测试的结果通过0402和0201元件分层现象的比例和倒装芯片中出现分层现象的比例反应出来。之后使用Minilab统计分析软件处理这些分层情况的数据。
对于0402和0201元件来说,模塑化合物的选择和下填料的选择对分层情况的影响并不大,但随着元件距离模塑过程中销钉的位置越来越远,分层现象则越来越严重。总的来看,0201元件的分层情况要好于0402元件。0402元件出现分层的情况也要好于0201元件,特别是位置在倒装芯片旁边,四个一组的电阻元件。目前观察到的现象可以为今后寻找导致分层原因打下基础,可以重新进行检测并对造成分层现象的原因进行分类。在一个SiP中还发现某个0402元件从基板上发生剥离,这表明倒装芯片的下填料从芯片下流出影响了邻近的0402电阻。其他未发生分层现象的电阻则还没有证据表明受到了下填料的污染。
对0402和0201表面贴装元件来说,模塑化合物的选择非常关键——使用模塑化合物A时产生的分层情况比使用B多得多,而使用C的分层情况比B还要少得多。
通过观察发现,模塑化合物和下填料之间的组合情况对0402元件的分层现象影响不大。对倒装芯片来说,采用两种下填料的差别也不大,但采用B型模塑化合物时分层现象要多一些,而A型和C型模塑化合物的情况相似。通过检测发现下填料和模塑化合物之间的交互作用并不是很明显。
在倒装芯片的应用中性能比较出色的是A型和C型模塑化合物,这两种化合物的流动性都很高。如果对所有元件进行综合考虑,性能比较突出的是A型模塑化合物,该化合物表现出高流动性、高玻璃转化温度(Tg)和低CTE。
在倒装芯片所使用的助焊剂和使用下填料的条件下,无铅焊膏的表现也令人满意。实际使用的焊膏量略少于要求的情况,因此测试中采用4 mil厚的钢板代替原来5 mil厚的钢板。
结论
倒装芯片应用中性能较好的模塑化合物是A型和C型,它们均展现出很高的流动性。总体而言,A型模塑化合物的性能最好,其特征是高流动性、高Tg和低CTE。下填料的选择对封装中的分层现象影响不大,但封装中元件位置选择和模塑化合物的选择对结果影响很大。如果倒装芯片距离模塑封合位置很近,那么邻近的元件中0402元件最容易产生分层现象。如果防止倒装芯片中下填料对周围位置的影响,那么可以在很大程度上避免分层情况。
作者信息:
Michael Buckley 是芯片粘结材料方面的产品经理。他获有加州大学Fullerton分校的化学学士学位,并在电子产业的不同行业中拥有14年的工作经验。他拥有一项导电性粘结剂的美国专利,并且是粘结技术领域专著的著者和公认的技术专家。
