
虽然传统的焊点完整性测试,如焊球剪切力和拉力测 试,在业内做得很好,但始终如一地检测衬垫/焊接界面的微结构缺陷,特别是那些和失效模式有关的脆性破裂失效,仍是一项乏味的工作。引入无铅焊料后,因焊料的组分和表面抛光的原因,脆性破裂失效更明显。因此,需要新的设备和测试方法。
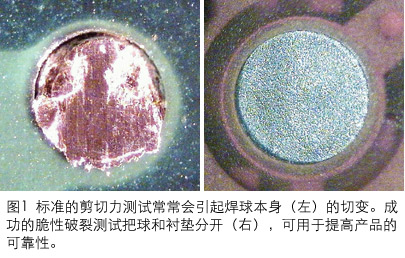
在大多数测试中,焊球本身被折断或拉坏(图1),这说明键合的强度至少和施加的测试力一样大,但是测试不能提供焊球与衬垫的实际键合强度。传统的剪切力和拉力测试分别在100-600mm/sec到500-1000mm/sec范围内进行。在现有的测试中,脆性破裂失效很少发生。虽然SnPb焊锡会偶尔发生脆性破裂失效,但是SnPb焊锡的柔韧性使得这些失效几乎很少发生。在工艺后期,可对完成的电子组装进行坠落测试。但是,这样的测试需要设置和装置,并且在加工工艺的后期进行。
Dage Precision Industries和Sun Microsystems以及许多主要的球栅阵列(BGA)器件厂商联盟一起研究开发了一种新的键合测试法,能够在加工过程早期验证脆性破裂的焊点的完整性。因为有铅和无铅焊点的强度随着应变的增加而增加,他们决定研究高速测试:在高测试速度下,较强的力从焊球转到球和衬垫互连的键合上,得到了检测键合可靠性的测试。在18个月的研发中,Dage开发了新的键合测试设备,评估了各种测试和设置的要求,包括剪切力测试和拉力测试、测试速度、峰值力、键合处吸收的碰撞能量等。这种灵活性允许用户在不同条件下测试,并确定最适用的设置。这样的测试允许对不同衬垫抛光和焊接合金化合物的可靠性进行比较。
高速剪切力试验在接触焊球前需一加速距离。除了衬底上外侧四周之外,要先对样品进行清洗。剪切力测试包括:从工具到焊球的调节,完成一块常规区域,完成一步回到预定的剪切高度;将样品从工具上移到加速距离上,把样品加速到预定的测试速度上;把球连接到工具上。在碰撞中速度要保持恒定。
拉力测试采用了类似的调节过程。在这五步流程中,首先降低测试的钳,并抓住焊球。他们继续下降,克服弹力推动样品,产生加速距离。然后钳子加速到测试速度,达到样品的起始高度。样品的行进被一刚性、硬的障碍阻挡,钳子继续以测试速度前进。最后,球以测试速度从样品上被拉起。(图2)。
测试评估得到在100mm/sec 到4.0 m/sec之间的球剪应力特性和在500mm/sec 到 1.3m/sec间的拉伸特性。拉力测试采用冷焊锡球拉伸方法进行。测试表明了:
● 剪切力作为工具形状或工具偏移的函数没有明显的差别。
● 剪切和拉伸力随测试速度增加。
● 界面焊点的破裂速度随剪切和冷焊锡球的拉伸测试的测试速度而增加。
● 回流和测试之间的时间越短引起的ENIG板衬底上SnPb 焊料的界面破坏的频率越高。
● ENIG板封装衬底上的 SnPb焊接比NiAu或裸露的铜板衬底更频繁发生界面破坏。
Dage为最近引进的4000HS高速键合测试仪研发了这些试验。行业内正致力于开发出高速剪切和拉伸的标准测试。
来源:半导体国际 作者:Laura Peters,Semiconductor International高级编辑 时间:2006/2/10 0:00:00
