qa3h000系列全自动元器件分选系统,与传统的同类产品相比,具有结构简单,成本低,使用方便,性能优良等优点,已进行批量的生产,并投入使用,反映良好。本系统对于有类似性能、功能要求的半导体设备的设计,有一定的参考价值。,
qa3h000全自动分选机硬件结构
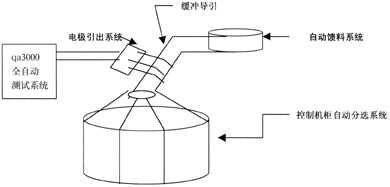
qa3h000全自动分选机结构如图1所示,主要有(1)元器件自动馈料装置,(2)元器件电极引出装置,(3)元器件分选装置三大部分组成,并在工业pc机的统一控制下完成一系列规范化的动作。值得一提的是,qa3h000全自动分选机(硬件部分)必须与分立器件全自动测试系统(qa3000 系列)或别的测试系统(软件部分),联合运行才能完整地实现被测器件的上料→测试→分选的整个过程。其中前者完成的是模拟人工插装电子元器件的过程,而后者则实现了对元器件多个电参数进行一次性的测量的过程。
1. 元器件自动馈料装置
元器件自动馈料装置是由振盘、振动器和振动控制器三个部分组成。

(a)振盘
振盘(如图2)为圆形,内部设有根据被测元器件外形特征设计的环形导引轨道系统。当振盘在振动器的推动下做往复振动时,元器件在振盘内做向前上方的微抛运动,在不断排除不符合排列方向要求的元器件之后,通过导引轨道将合格元器件引至振盘的出口处,等待进入第二步的系统,馈料装置的优劣是整个自动分选系统分选效率高低的关键。
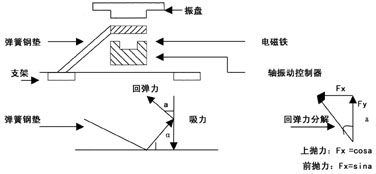
(b)振动器
振动器(如图3)给自动馈料装置提供动力的,它是由电磁铁通过一组钢弹簧带动振盘来完成的。要使得元器件能在最短的时间之内排列整齐,控制元器件前上抛时的角度、幅度和频度这几个参数显得尤为的重要。 (1)角度:角度可通过调节弹簧钢板的角度来调节,一般在设计时设定。根据抛物公式,抛射角可以取在45度左右,保证物料抛得最高最远,实际的角度因按实际情况再确定。(2)幅度和频度:都由振动控制器来调节。
(c)振动控制器
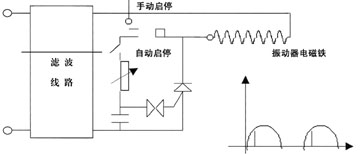
振动控制器很简单,是一单向可控硅的相角控制电路(如图4)。
调节速度电位器,实现对正弦信号的相位切割,从而达到控制振盘振动幅度和调节振动速度的目的。为了降低成本,振动的频率一般直接等同于工频。如要实现振动频率可调,可使用变频器来实现调节。在实际的使用中,由于使用单向可控硅不变SCR的相位调控电路,将正弦信号相位切割,这样会产生大量的谐波成份,这部分信号如果反馈到电网上或从空间发射出去,则会严重地影响整机的稳定运行,故加上滤波网络和屏蔽措施是必不可少的。
振动器的开/关有双重控制。一是手动控制;二是自动控制。电极引出装置上有一待料缓冲轨道,当轨道满后应关闭振动器,以达到自动停止的目的。
2. 元器件电极引出装置
元器件电极引出装置(如图5)的功能是是将来自元器件馈料装置的元器件送入到缓冲轨道,并排列整齐。完成步骤:
(a)把来自馈料装置的元器件引入缓冲导轨,进行连续测试。
(b)将元器件的电极引出,并由分选机控制系统向qa3000自动测试系统发出“被测元件已到位并准备就绪,可以开始进行电参数测试”的Test Request信号
(c)qa3000测试系统完成当前被测试器件(DUT)的电参数测试后,打开挡销,送入第三部分进行元器件分选。
(d)同时为了下一个DUT作准备。
图5中还有一个缓冲料道满传感器。该传感器可给元器件馈料装置中的振盘控制器提供一个反馈信号,以自动控制振盘的启停。
3. 元器件分选装置
元器件的分选是QA3H000全自动分选系统的最终最主要的目的。它所要完成的是把一堆混乱的元器件,依据QA3000自动测试系统的测试结果进行自动分类。分类命令是由测试系统发出的,本系统是执行机构,完成实际的分选动作。 本元器件分选系统最多可分16类(0-15)。它有16个分料盒。其中0类是供分选系统自己用的,用于处理一些异常的分选结果,如卡管、堵管等等。
如图6所示,分选装置主要有三部分组成,(1)是16只分选盒。用于存放分选好的器件。(2)是分选马道,用于运送DUT到指定料盒。(3)是分选用输送管。用于把来自“电极引出装置”的DUT导入相应的分选盒.
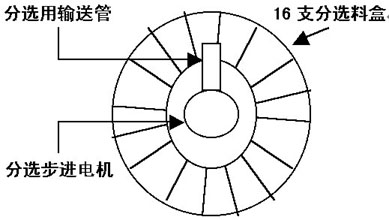
当分选装置接受到来自测试系统的分选号(如12)时,分选装置控制分选马道从当前位置(如果8号箱)转到相应得分选箱(12号)。为了确认转的角度和位置是否正确。在步进电机的下部有一编码器。只有当编码器许道对应分类号的编码数据后,才认为当前分选到位并准确。否则认为出错并报警。同时作出了异常处理,是其强行转到0#箱。
qa3h000的控制系统上设有元器件落管监测传感。当元器件落入某一分类箱时,传感器会发出一传感信号,指示当前该分类箱有DUT进入.若该箱与来自测试系统的分类号吻合则表示分类准确,否则表示分类出错,有异常分选,此时系统便会报警。
每个分选桶还设有一桶满传感器。当检测到桶满时,QA3H00分选系统便会自动发出提示信号,以便提醒操作工清理相应的分选桶。还有许多其它控制功能,可参阅下面的QA3H000控制部分的陈述。
qa3h000的控制软件
前面所述的硬件机构要在软件的控制下才能完成设计者的意图。QA3H00系统的软件是在工业PC机上的开发的。考虑到是实时控制,选用MSDOS作为实时操作系统平台。软件设计则是使用高级C语言和汇编语言二者相结合完成的。
本控制的软件的总体功能框为(如图7):
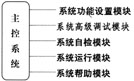
1. 系统功能设置模块
(a)设置马达速度
(b)设置分选桶和分选类(bin)的映射关系
(c)设置每桶可存放器件的数量
(d)其他设置
通过该模块可使系统的适应性更强、更灵活。设置时通过形象、直观的表格形式,能达到所见即所得的效果。
2. 系统高度调试模块
本模块在生产和维修过程的安装调试时会使用到。它对QA3H00整个硬件系统的各个部分都单独控制,使各个部件都能单独工作,且工作状态可以得到实时监视。为调试各部件和整机提供一个简易明了的监控手段。在各个部件调试正常后便对整个系统进行联调,也可对使用另一个“系统自检模块”进行进一步的调试。
3. 系统自检模块
本模块类似于系统调试模块。可实现对整机系统的自我检查和诊断,帮助生产人员、使用人员迅速找到故障部分,并将其排除。同时会记录下错误,以便以后复查。在自检状态下,分选机可脱离QA3000测试系统单独地做演示性工作,以便独立考核本机系统。
4. 系统运行模块
它是系统的核心模块。平时整机使用时处于本模块的监控下,他把系统的三大硬件机构有机地统筹于一体,完成被测器件从散装态到分类完毕的整个过程。在每执行一次功能过程中,一旦有异常情况产生,本模块都会及时处理并报警。
各分类箱的计数统计、各主要传感器的当前状态,都可以在CRT显示器上得到实时的反映,操作者就可获得一系列重要数据。
5. 系统帮助模块
该模块主要提供一些操作命令和使用方法, 随着该系统的继续发展,内容日益丰富,操作者可实时查询各个模块的使用方法,也可帮助有关技术人员分析可能的故障原因和解决办法。
QA3H000系统使用工业PC机作为主控机,而本主控机具有联网的功能,用户可以把各分选机通过局域网连在一起,把整个测试车间的所有系统连接到一台台式PC机上,实现集中控制和统计管理的等目的。今后还将推出可以通过INTERNET网实现远程监控的其相关软件。这样就可以在千里之外为用户提供“现场”服务,降低系统的停机率,提高生产效率。
