摘要:随着当前器件几何尺寸的不断缩小,与设计图形相比任何小的差异 — 无论是产生于掩膜还是各种其它工艺步骤 — 都可能异常严重。对这些缺陷的检测也变得更加重要,并要求快速开发检测并区分真缺陷和可以忽略的安全性缺陷的工具技术。
图形相关缺陷可由任何异常情况产生,使掩膜图形与设计图形不匹配。图形图像的获得是建立在掩膜图形直接成像和把图像与设计数据、芯片-数据库检测,或掩膜的另一个相同区域作比较的基础上。
Toppan Photomasks公司的首席技术官Franklin Kalk说:“图形检测有两个关键步骤,一是图像获取,要求获得图形本身的图像。第二步是缺陷检测,即在获得图形图像后,将询问是否发现任何异常。”通过这些步骤可获得缺陷的位置及其基本信息,然后把这些信息反馈到后面的维修与/或缺陷复查步骤。由于该技术对缺陷本身提示的内容并不多,因此在尝试进行维修或决定是否在晶圆上印制图形之前,需要采用复查步骤了解更多的缺陷信息。每个掩膜的图形检测都要花几小时,最佳工具应对检测<100nm的缺陷具有足够高的灵敏性。
常用两种技术获取图像 — 高数值孔径(NA)和空间成像检测技术。第一种方法包含一个高NA显微镜,用来检测与设计图形差异。它可以检测传输偏差缺陷,如缺口、线边缘缺陷或铬斑等;然而,这种方法对更先进的掩膜类型不适用,如在交互移相光掩膜中,可能存在的石英缺陷。
空间成像检测技术与晶圆曝光工具一样,在较低NA下工作。这种方法可用于检测图形与设计CD的差别,而不检测直接成像缺陷。它对于检测相位异常相关缺陷十分有效。根据Kalk的观点,该技术适用于移相掩膜。通常,它还可以检验缺陷的可印性。但是,这种方法对传统缺陷的敏感性不如高NA检测方法高。
高NA工具的波长要比晶圆曝光工具的要长。最新晶圆曝光工具的工作波长为193nm,而高端高NA工具的工作波长为257nm。这样,当发现缺陷或对修复缺陷进行复查时,由于工具不是在扫描装置的波长下工作,就对缺陷或修复缺陷的可印性提出了质疑。空间成像方法在扫描装置的波长、NA和照明条件下工作,就能更加准确地确定检测到的缺陷是否具有可印性。
光掩膜检测的主要问题在于图形检测。通常,图形检测工具不如沾污检测工具或光掩膜基板检测工具那么可靠。图形检测工具比较复杂,可能是批量生产中单个元件中最昂贵的一种。这有多方面的原因。由于工具要精确,因此开发时间较长,且进行现场试验并验证它能否提供必要的数据也需要较长的时间。对于图形检测工具来说,另一个需要考虑的问题是更新换代问题,如波长的变化就比较复杂。如果要过渡升级,就要花费较长的时间熟悉并使其正常工作。
把检测与生产流程紧密地结合起来是非常必要的 — 简单的例子是把检测数据与缺陷复查和维护结合起来。缺陷复查要采用具有预见性的互补型技术;SEM和μRaman技术在缺陷复查方面十分出色,并且在判断是否需要做根本修复之前,有助于对它进行更多的了解。这时开始把检测数据送到可印性模拟装置。
这一领域的发展趋势是对掩膜关键区域进行精密检测。这一方法具有高的性价比,并且可以快速检测认为缺陷可印性最高的区域。这时,随着工程管理链上下游信息的变化,出现了可制造性设计(DFM)和成品率设计(DFY)概念。由于设计者建立了数据库,掩膜制作者提取数据,并把它转变为实物,公司制作检测工具和可印性模拟装置,我们的设计工作不可能不与外界发生联系,因此我们应促进设计者之间的相互协作。

伪缺陷还是致命性缺陷?
虽然高NA工具对寻找图形异常十分有效,却不能区分伪缺陷和真缺陷。例如,掩膜上不能形成理想的方角图形。但如果圆角变化太大,印制出的晶圆就会与最初的设计相差甚远。然而,对图形检测工具的灵敏度进行调节,检测出这些细小的变化十分困难。
为了检测关键缺陷,工具必须在高灵敏性下工作,但各种算法仍然无法区分哪些细微变化有重大关系,哪些无关紧要。一次掩膜检测可能发现1000个缺陷,但可能只有3个真正算数(图1)。
Applied Materials公司晶圆检测产品的全球产品经理Ehud Pzuri观察到,在先进的工作中频繁出现65nm缺陷。他说:“我们在STI层中观察到20-30nm的又小又浅的孔。”通常在金属线或线端存在破裂式缺陷 — 在poly线的底部的残留物 — 器件制造商还获得了诸如半封闭单触点缺陷。然后,在沟道和通孔中检测到大高宽比缺陷,这种缺陷尺寸较小,比较严重,且不易检测到。130nm设计规范中的30nm小孔是伪缺陷;但在65或45nm设计中是致命缺陷。
较小的缺陷要求较高的检测灵敏性,有时使某一层上出现大量的伪缺陷。在检测过程中必须把伪缺陷从重要缺陷中筛选出来。因为灵敏性通常根据产能成本确定,这就形成了新的障碍。在45nm,如果使用明视场检测技术作为有生产价值的检测方法,产能就能得到很大提高。这就要求具有更高的计算能力和更复杂的算法,并对明视场光技术本身做些改变。传统的明视场检测方法依赖灯光显微技术,这就限制了可用光的类型。通过采用小光束对晶圆进行照射,并在明视场角下收集反射光,可获得分辨率。从本质来说,灯光明视场技术限制了照射层次,从而对光损伤材料或反射性不强的材料的检测灵敏性不够。Pzuri说:“对当前工作在65nm的系统进行推广,在45nm,我们可检测20nm缺陷,在这一节点,明视场技术可用于生产。”
掩膜板和边缘性缺陷
FEI公司的产品销售部副总Anantha Sethuraman发现了图形相关缺陷率机理的变化。他说:“最差的图形相关缺陷率发生在前道工艺和后道工艺中 — 前道工艺的问题是由临近效应修正和晶体管结构的掩膜板增强技术(RET)相关问题引起的,后道工艺问题是由严格的设计规范和大宽高比产生的工艺复杂化引起的。”图形转移缺陷率不仅影响成品率,也影响DFM构架。行业希望使用现有的光刻平台印制更细的线条,而不必对新掩膜设计投资,所以计划使用RET技术。然而,在很多层中都应尽量少,但巧妙地运用了RET技术。
系统缺陷的增多
KLA-Tencor公司的高级技术主管Ingrid Peterson以及高级应用开发经理Sagar Kekare认为,具有缺陷分布的系统元件(与随机元件相对而言)的研究变得越来越重要。Peterson说:“IC制造中更注重系统缺陷的研究,系统缺陷多出现在芯片的相同图形区域。”他补充说,调查显示,晶圆厂的模块中系统缺陷形成的主要原因是光刻,其次是腐蚀,再次是CMP工艺。
Kekare指出,两代产品之前,图形缺陷是指在某些未意料到的地方发现过剩的光刻胶或缺少光刻胶。他说:“现在光刻和掩膜厂家的工程师可以预测哪个图形结构存在问题,哪个合格。”然而,由于交付掩膜厂家的数据被严重覆盖,对于一些新型图形设计结构没有提示,因此处理时出现难题。光刻模块的问题是一种毁坏性延后效应;在光刻阶段及其后序工艺中确定了小间隙,薄膜淀积如何填充这些间隙将形成埋式小孔,再加上其它因素,将会改变局部介电常数。这将依次切断并连互连线的计算和模拟过程,使互连相关电子程序出错。如果CMP交替打开这些小孔,就可能填充导电层,形成桥接,然后造成互连短路。
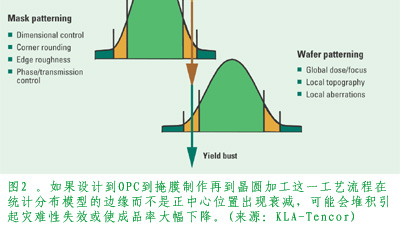
这些并不是由光罩不理想引起的系统缺陷。它们是RET与布局、掩膜制造及最终的晶圆工艺复杂的相互作用的结果。即使是规格范围内的轻微的边缘性缺陷 — 进入后序工艺时 — 也会引起灾难性失效。如果几个工艺步骤在统计分布模型的边缘而不是正中心位置出现衰减,可能会堆叠堵塞,给晶圆带来灾难性失效或使成品率大幅下降。过去,通过对管芯的分别测量,可以很容易地对边缘性缺陷进行特性表征。采用CD-SEM对光刻工艺窗进行特性表征,可以在特定位置对CD进行测量。然后对致密和隔离区域进行腐蚀速率测量,从而判断微负载等效应。现在,谁也不真正清楚哪里会出现边缘性缺陷。中间间隔、中间结构或图形可能比选择确定工艺窗口的抽样点更加敏感。这些边缘性缺陷或非常细小的特征会严重限制工艺窗,有的失效在电测试后都不能被发现(图2)。
在电测试中,第一次筛选确定的失效范畴较宽;然后通过不断增加测试的复杂性,精确到某一图形问题。这样,从光罩的边缘性缺陷开始,进入晶圆厂,直到确定了失效的根本原因再开始晶圆生产,可能要花费3个月时间。KLA查找这些边缘性缺陷的解决方案被称为工艺窗口鉴定(PWQ),在产品开始生产前光罩进入晶圆厂时,可以通过确定边缘性缺陷的特性把这一过程减至几天完成。Kekare说:“我们的一家用户说,如果对设计-OPC-掩膜制作-晶圆加工流程进行常规测试,在新的掩膜板投入使用之前,PWQ成为最后一道防线。”
关注掩膜检验
Photronics公司的核心技术执行主管Patrick Martin认为,在检测方面存在许多限制。“一个是我们使用基于分频激光器的非光化检测系统,检测波长为257nm。”≤90 nm的应用中对图形的要求包含驱动193nm光源的光刻要求。他说:“当检测能力设定为257时,我们在确定材料的特性方面存在麻烦,特别是会错过那些在193nm不具有透射性,而在257nm具有透射性的缺陷。”那些光化材料或193nm特定材料的缺陷检测能力还让人担忧。对相位缺陷和透射相关缺陷都是如此,这成为掩膜检验面对的主要挑战。
在45nm,另一个挑战是2D或3D掩膜测量。为了获得掩膜特征区域的保真度指标,对焊剂进行测量,从而判断空中成像实际上是如何转移到晶圆上的。另外,与3D相关的,如进行侧壁和相位类型结构测量等是为了了解这些掩膜特性的灵敏性对晶圆性能的影响。对于图形相关缺陷来说,小孔检测是个问题。对193nm成像的小孔检测 — 尤其是在移相应用中 — 十分困难。因此,互补型移相技术要求使用交替孔径移相掩膜,可检测π移相器边界附近的相位缺陷和其它缺陷;但如果为了保证强度的平衡采用下切相关结构,这种方法将受到限制。
实现光化检测系统还存在着许多问题,存在许多工程方面的障碍,且消耗昂贵。这种系统在45nm中还不多用,全球大概只有12家公司在研究45nm方面的应用,由于工具的价格可能异常昂贵,在低于90nm进入65nm和45nm的应用方面似乎存在障碍。
向集成计量学的发展
Timbre Technologies公司的产品销售经理Sanjay Yedur证明,光数字分布测量法(ODP,Optical Digital Profiling)是一种用于晶圆和掩膜中的非破坏性、有生产价值的CD和分布测量工具。在常用的铬下面形成下切外形的掩膜湿法刻蚀工艺中,以及先进的移相掩膜中,图形分布信息都非常关键。当与Nanometrics Atlas-M系统获得的光谱耦合时,ODP可为掩膜提供可靠的CD、侧壁角和腐蚀深度。当通过CD-SEM获得的精密信息已不能满足先进的掩膜特征的需求时,CD和分布计量十分关键。ODP解决了这些传统CD-SEM固有的问题,如充电和LER。它还能确定由不合理工艺引起的特征,如过腐蚀或欠腐蚀。
Yedur说:“光学分布测量法的尺寸和速度打开了集成计量法的大门。”集成计量法的效率建议替换晶圆厂内独立的工具。这一做法的直接结果是可以在很短的时间内获得整个光罩或晶圆的CD和分布数据。这种方法一旦实现,将使从前无法实现的生产控制和工艺故障检测战略得以实现。
当您和以下任何设备制造商接洽时,请告知他们您是通过Semiconductor International China获取相关知识和信息的。
Applied Materials www.appliedmaterials.com
FEI Co. www.feicompany.com
KLA-Tencor www.kla-tencor.com
Nanometrics www.kla-tencor.com
Photronics www.photronics.com
Timbre Technologies www.tel.com
